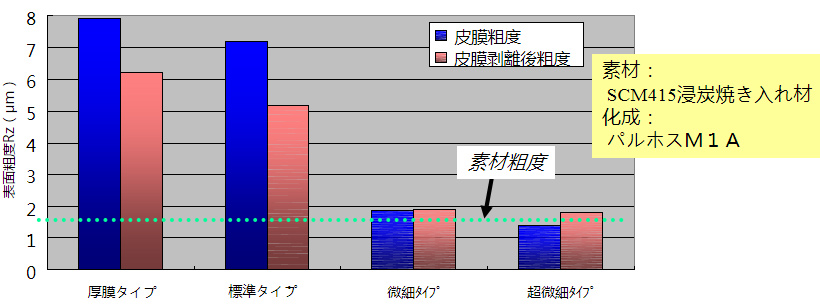
● ショットブラストでは得られない均一な表面粗化状態が得られる。
● 処理前後における処理物の寸法変化、重量変化は極わずかである。
●物理的方法で問題となる研磨粉、ショット粉などの異物付着が発生しにくい。
● 物理的方法では困難な大型形状物、複雑形状物にも適用可能。
● 物理的方法では困難な強度的に弱い対象物(薄板など)に適用可能。又、処理温度も100℃以下なので材質に物理的変化を与えない。
● 適切な表面処理(後処理)の選択によりさらに強固な密着力が得られる。
● 物理的方法に見られる密着力の経時劣化が起こりにくい。
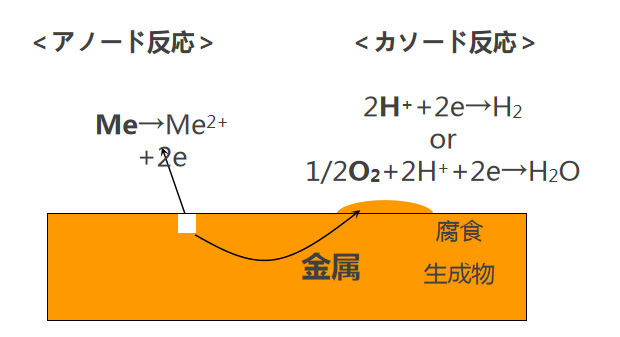
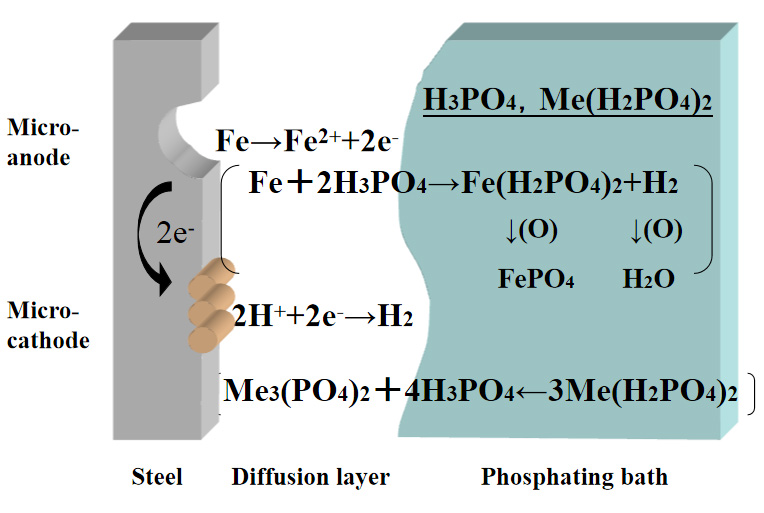
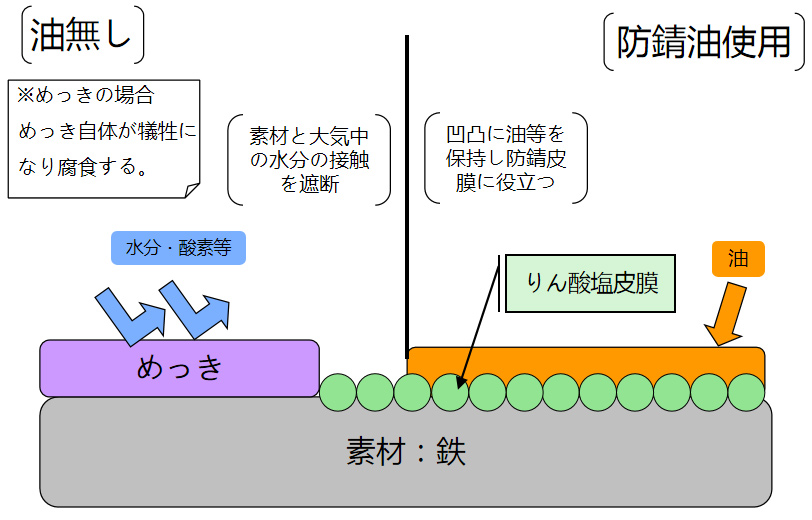
●腐食反応はアノード反応(酸化反応)とカソード反応(還元反応)の組み合わせで起こる。
●腐食生成物は主にカソード反応により金属表面近傍のpHが上昇した結果生ずる不溶性金属水和酸化物である。
●化成処理は上記の反応を利用し、人工的に適当な溶解度積の極めて小さな酸化剤(Ex:NO2、NO3)とカチオン(Ex:Zn、Mn、Ni)やアニオン(Ex:PO4)を組み合わせる事により行う。
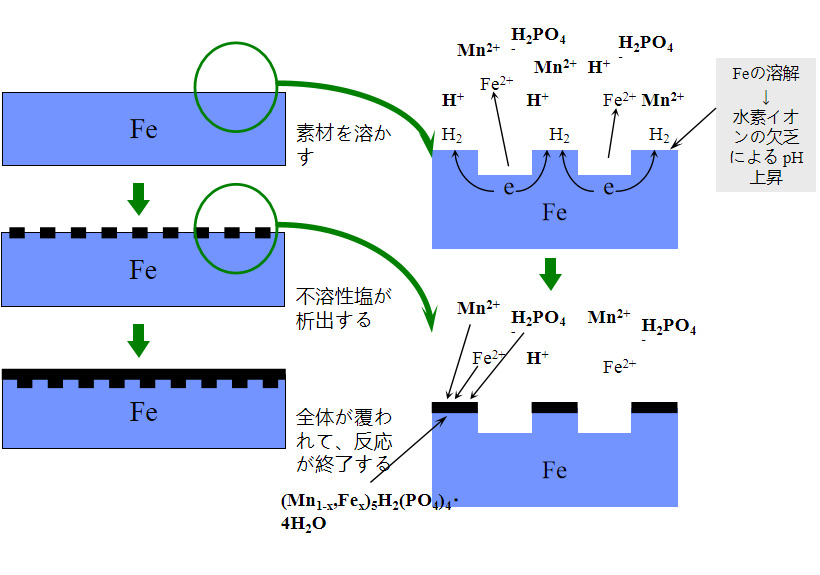



分子式: (Mn1-x,Fex)5H2(PO4)4・4H2O
结晶构造:单斜晶系
硬 度:5(莫氏硬度)
耐 热 性:370℃(示差热分析)
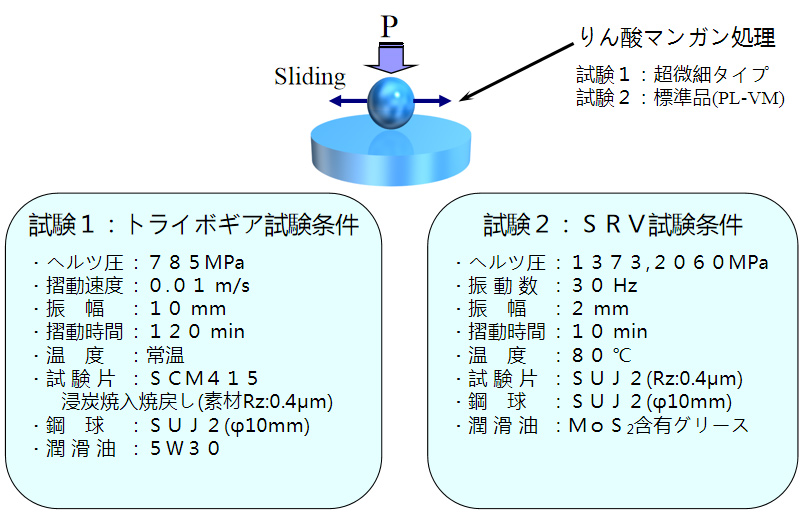
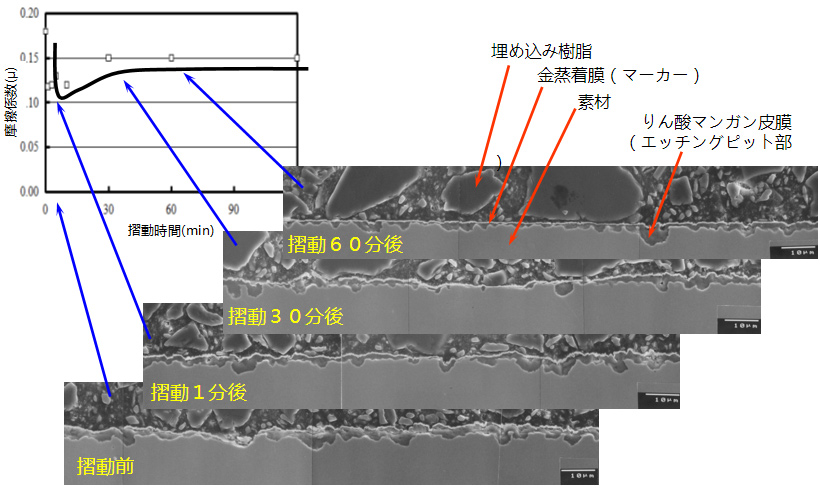
→滑动部件(齿轮、轴承、凸轮等)
由于与油脂的亲和性优秀,因此润滑剂的保持能力很高。
由于是结合性良好的无机涂层,因此将会吸收应力,防止金属之间直接接触(烧焦)。
通过覆盖滑动表面的缺陷与不均匀性,将会迅速地进行滑动表面的融合。
具有减少滑动部分的噪音与提高滑动部件的耐腐蚀性的效果。




 検索
検索 お問合せ
お問合せ サイトマップ
サイトマップ
 お問合せ
お問合せ